銷售熱線:188 2384 2885
銷售熱線:188 2384 2885
數(shù)控機(jī)床PMC故障診斷與實(shí)例分析
數(shù)控機(jī)床除了對(duì)各坐標(biāo)軸的位置進(jìn)行連續(xù)控制外,還要對(duì)主軸單元實(shí)現(xiàn)控制,實(shí)現(xiàn)正轉(zhuǎn)和反轉(zhuǎn)、換刀及機(jī)械手控制、工作臺(tái)交換、切削液開(kāi)關(guān)和潤(rùn)滑系統(tǒng)順序控制。這些都是靠可編程機(jī)床控制器(PMC)來(lái)實(shí)現(xiàn)的。PMC是通過(guò)對(duì)程序的周期掃描,來(lái)進(jìn)行數(shù)控機(jī)床外圍輔助電氣部分的邏輯順序控制。PMC是連接機(jī)床與數(shù)控系統(tǒng)的橋梁,其中包括大量的輸入和輸出信號(hào)。在這些輸入輸出信號(hào)中,任何一個(gè)信號(hào)不到位,都會(huì)使機(jī)床出現(xiàn)故障。而機(jī)床側(cè)的輸入、輸出元件,是數(shù)控機(jī)床上故障率較高的部分,在數(shù)控機(jī)床故障中,PMC類故障占有較高的比率,因此掌握PMC類故障的診斷方法,顯得非常重要。
1 常見(jiàn)PMC故障診斷方法
1.1 根據(jù)系統(tǒng)診斷號(hào)或報(bào)警號(hào)診斷故障
PMC 具有豐富的自診斷功能。當(dāng)PMC自身故障或外圍設(shè)備故障,都可用PMC上具有診斷指示功能的發(fā)光二極管進(jìn)行診斷。在FANUC 0i系統(tǒng)診斷畫(huà)面中,可以直接通過(guò)診斷參數(shù)DGN000至DGN016顯示自動(dòng)運(yùn)行狀態(tài),這些信息指示了系統(tǒng)在執(zhí)行自動(dòng)指令時(shí)所處的狀態(tài)。可通過(guò)診斷參數(shù)DGN020到DGN025進(jìn)行自動(dòng)運(yùn)行停止?fàn)顟B(tài)的顯示,這些信息指示了系統(tǒng)不執(zhí)行自動(dòng)加工程序的原因。通過(guò)各診斷數(shù)據(jù)的狀態(tài)組合,可以分析、確定系統(tǒng)實(shí)際所處的狀態(tài)。
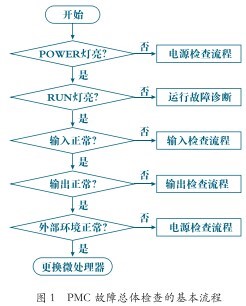
(1)PMC總體檢查的基本流程,如圖1所示。主要找出故障點(diǎn)的大方向,再逐漸細(xì)化以找出具體故障。
(2)電源故障檢查。電源燈不亮?xí)r,需對(duì)供電系統(tǒng)進(jìn)行檢查,包括電源電壓、熔斷絲、接線等檢查。
(3)運(yùn)行故障檢查。電源正常時(shí),運(yùn)行指示燈不亮,系統(tǒng)因其他異常而終止正常運(yùn)行。
(4)輸入/輸出故障檢查。除了檢查輸入/輸出單元的狀態(tài)外,還要檢查與連接配線、接線端子、熔斷器等元件的狀態(tài)。
1.2 觀察PMC狀態(tài)
通過(guò)觀察PMC狀態(tài),判斷開(kāi)關(guān)量是否已輸入或已輸出,在MDI方式→PMC基本菜單→[PMCDGN]→[STATUS]界面的輸入開(kāi)關(guān)量或直接觀察梯形圖相應(yīng)的開(kāi)關(guān)量的通斷,若邏輯為“1”或通,表示機(jī)床側(cè)、CNC側(cè)連接沒(méi)有問(wèn)題;若不通,則檢查外部電路。數(shù)控機(jī)床中,輸入輸出信號(hào)的傳遞,一般都要通過(guò)PLC接口來(lái)實(shí)現(xiàn)。因此,許多故障都會(huì)在PLC 的I/O 接口的通道中反映出來(lái)。
1.3 根據(jù)動(dòng)作順序診斷故障
數(shù)控機(jī)床上刀具的自動(dòng)換刀動(dòng)作,是按照一定的順序來(lái)完成的。因此,可以觀察機(jī)械裝置的運(yùn)動(dòng)過(guò)程,比較正常和故障時(shí)的情況,就可發(fā)現(xiàn)疑點(diǎn),診斷出故障的原因。
1.4 動(dòng)態(tài)跟蹤梯形圖診斷故障
數(shù)控機(jī)床有些報(bào)警信息,并沒(méi)有直接反映出報(bào)警的原因,還有些故障不產(chǎn)生報(bào)警信息,只是有些動(dòng)作不執(zhí)行。采用肉眼觀察不出I/O的變化,難以診斷故障原因。可通過(guò)跟蹤PLC 梯形圖的實(shí)時(shí)運(yùn)行,來(lái)確診故障。
2 PMC 故障的診斷方法的應(yīng)用
FANUC 的PMC 可以直接在系統(tǒng)顯示畫(huà)面里進(jìn)行監(jiān)控,從而進(jìn)行故障的判斷。PMC 的故障常常出現(xiàn)在輸入輸出及標(biāo)志狀態(tài)是否正常,執(zhí)行機(jī)構(gòu)動(dòng)作是否正常執(zhí)行。要對(duì)其進(jìn)行有效的診斷,就要借助PMC提供的各項(xiàng)功能,對(duì)PMC進(jìn)行診斷。PMC的診斷分動(dòng)態(tài)和靜態(tài)兩種。在診斷時(shí)一定先確定PMC為運(yùn)行狀態(tài)。
(1)靜態(tài)的診斷。就是在查看梯形圖I/O模塊的連接狀況,和查看PMC各個(gè)信號(hào)的ON/OFF狀態(tài)。
(2)動(dòng)態(tài)地進(jìn)行診斷。LADDER 運(yùn)行,動(dòng)作卻不能正常地執(zhí)行,并帶有誤動(dòng)作。有些PLC發(fā)生故障時(shí),PMC會(huì)出現(xiàn)誤動(dòng)作,查看輸入輸出及標(biāo)志狀態(tài)均為正常,此時(shí)必須通過(guò)PLC 動(dòng)態(tài)跟蹤,實(shí)時(shí)觀察I/O及標(biāo)志位狀態(tài)的瞬間變化,根據(jù)PLC的動(dòng)作原理做出診斷。
3 實(shí)例分析
3.1 實(shí)例1
某FANUC 0i系統(tǒng)的數(shù)控機(jī)床在自動(dòng)運(yùn)行狀態(tài)中,每當(dāng)執(zhí)行M8(切削液噴淋)這一輔助功能指令時(shí),加工程序就不再往下執(zhí)行了。此時(shí),管道是有切削液噴出的,系統(tǒng)無(wú)任何報(bào)警提示。
分析與處理過(guò)程:
(1)調(diào)出診斷功能畫(huà)面,發(fā)現(xiàn)診斷號(hào)000為1,即系統(tǒng)正在執(zhí)行輔助功能,切削液噴淋這一輔助功能未執(zhí)行完成(在系統(tǒng)中未能確認(rèn)切削液是否已噴出,而事實(shí)上切削液已噴出)。
(2)查閱電氣圖,發(fā)現(xiàn)在切削液管道上裝有流量開(kāi)關(guān),用以確認(rèn)切削液是否已噴出。在執(zhí)行M8 指令并確認(rèn)有切削液噴出的同時(shí),在PMC程序的信號(hào)狀態(tài)監(jiān)控畫(huà)面中,檢查該流量開(kāi)關(guān)的輸入點(diǎn)X2.2,而該點(diǎn)的狀態(tài)為0(有噴淋時(shí)應(yīng)為1),于是故障點(diǎn)可以確定為在有切削液正常噴出的同時(shí),這個(gè)流量開(kāi)關(guān)未能正常動(dòng)作所致。
(3)因此重新調(diào)整流量開(kāi)關(guān)的靈敏度,對(duì)其動(dòng)作機(jī)構(gòu)噴上潤(rùn)滑劑,防止動(dòng)作不靈活,保證可靠動(dòng)作。在做出上述處理后,進(jìn)行試運(yùn)行,故障排除。
3.2 實(shí)例2
XH754 臥式加工中心,F(xiàn)ANUC-6M系統(tǒng),X軸無(wú)反應(yīng),無(wú)報(bào)警信息。
(1)故障分析。手動(dòng)、自動(dòng)方式X 軸均不起作用,且無(wú)報(bào)警信息,其他顯示均正常。當(dāng)使用MDI方式時(shí),操作面板上的循環(huán)啟動(dòng)CYCLE START,START燈亮。查PMC 梯形圖和參數(shù),均正常,說(shuō)明CNC信號(hào)已發(fā),X軸啟動(dòng)條件已滿足,但伺服不執(zhí)行。所以可將故障縮小在X軸伺服單元上。
(2)故障處理。將伺服單元對(duì)調(diào),即X 軸和Y 軸伺服驅(qū)動(dòng)器接口對(duì)換,重新開(kāi)機(jī),試運(yùn)行Y軸,看Y軸伺服電動(dòng)機(jī)是否動(dòng)作。若無(wú),說(shuō)明X軸伺服驅(qū)動(dòng)器有故障。返廠或進(jìn)一步拆下,查看伺服驅(qū)動(dòng)器內(nèi)部芯片和引腳,觀察芯片和引腳是否蝕斷,若發(fā)現(xiàn),用不帶電的電烙鐵將元件拆卸,更換。
4 結(jié)束語(yǔ)
通過(guò)以上實(shí)例分析,PMC類故障診斷的關(guān)鍵是:要注意數(shù)控機(jī)床各部分檢測(cè)開(kāi)關(guān)的安裝位置,要清楚PMC輸入信號(hào)和輸出信號(hào)的標(biāo)志。由于數(shù)控機(jī)床電氣控制系統(tǒng)的外圍器件,大多與PMC 相聯(lián)系,系統(tǒng)提供的PMC診斷功能非常實(shí)用。應(yīng)用好這些方法,將對(duì)數(shù)控機(jī)床的故障診斷與維修,帶來(lái)了很大的方便。