銷售熱線:185 7555 2252
銷售熱線:185 7555 2252
機床進給系統(tǒng)精度分析與控制研究
1 機床進給系統(tǒng)模型及其精度
輪廓精度可定義為希望路徑與實際路徑之間的距離值。假設P*為希望直線或曲線輪廓上的位置向量;P為相應的實際位置向量;并且P1*是希望輪廓上最接近P的位置向量,那么輪廓誤差向量Er定義為
2.2 通過拋物線響應過程來調整系統(tǒng)的精度
2.3 通過螺距誤差補償提高系統(tǒng)的定位精度
式中:εi為各定位點的定位誤差值;占εi''''為誤差修正值。
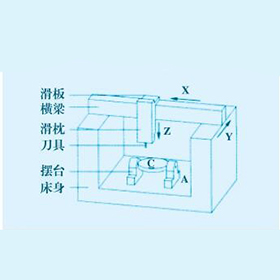
數(shù)控機床的進給系統(tǒng)主要是伺服電機+滾珠絲杠的伺服進給方式。伺服電機輸出的旋轉運動,經過聯(lián)軸器、滾珠絲杠副等一系列中間傳動裝置轉變?yōu)楸豢貙ο蟮闹本€運動。其機械系統(tǒng)的結構框圖如圖1所示,數(shù)學模型為:
式中:θi(s)為輸入量(電機轉角);Xo(s)為輸出量(工作臺位移);J為等效轉動慣量;C為等效黏性阻尼系數(shù);K為等效剛度。
由此可見,這是一個二階系統(tǒng),由比例環(huán)節(jié)和振蕩環(huán)節(jié)組成。
對于數(shù)控伺服驅動進給系統(tǒng)的性能分析,主要考慮其動態(tài)特性及伺服精度等方面。
數(shù)控伺服精度的高低是用伺服誤差的大小來衡量的。所謂伺服誤差就是伺服系統(tǒng)在穩(wěn)態(tài)時指令位置和實際位置之差,也即平時所說的穩(wěn)態(tài)誤差,它反映了系統(tǒng)的穩(wěn)態(tài)質量。
在對數(shù)控進給系統(tǒng)的分析中,常將整個系統(tǒng)化簡為如圖2所示的框圖。圖中T0為機電系統(tǒng)時間常數(shù),K0是綜合伺服調節(jié)單元,1/S為機械進給傳動結構的傳遞函數(shù)。
由圖2可知,簡化的數(shù)控系統(tǒng)為I型系統(tǒng),所以當該系統(tǒng)采用階躍輸入時,穩(wěn)態(tài)誤差為0;采用斜坡信號輸入時,穩(wěn)態(tài)誤差為(其中υ為進給速度)。
一般的數(shù)控機床工作臺為兩軸運動,且兩軸采用各軸分開驅動的方式,其方框圖如圖3所示,下面分析中簡化非線性環(huán)節(jié),將機械部分簡化為比例環(huán)節(jié)。

當運動軸具有跟蹤速度時,通過進一步計算,I型伺服系統(tǒng)具有位置向量誤差E,可得輪廓誤差為
方程表示輪廓誤差巳由伺服系統(tǒng)的位置誤差[Ex Ey]T和跟蹤速度[υx υy]T決定,對于I型伺服系統(tǒng),在參考速度輸入條件下,位置誤差必然存在,令Kυx 和Kυy 分別表示x、y軸伺服系統(tǒng)的速度誤差系數(shù),那么可得到穩(wěn)態(tài)誤差為
2 進給系統(tǒng)的精度控制
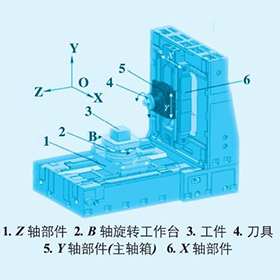
設計了一套基于PMAC運動控制器的五軸數(shù)控系統(tǒng)試驗平臺,其中3個移動(x、y、z)分別由步進電機直連驅動、光柵尺和編碼器反饋,2個轉動分別由步進電機經蝸輪蝸桿副減速傳動,編碼器反饋。運動控制器采用PMAC-PCI04八軸卡,上位機采用工控機(IPC),采用RS232串口通訊。
2.1 通過階躍響應過程來調整系統(tǒng)的精度
在線性定常控制系統(tǒng)中,階躍輸入信號是最差的激勵信號,如果在階躍激勵作用下,系統(tǒng)仍然滿足要求,那么在其他外在激勵作用下就都滿足要求。所以,如果以階躍函數(shù)作為系統(tǒng)的輸入量,并測出系統(tǒng)的響應,就可以獲得有關系統(tǒng)動態(tài)特性的信息。
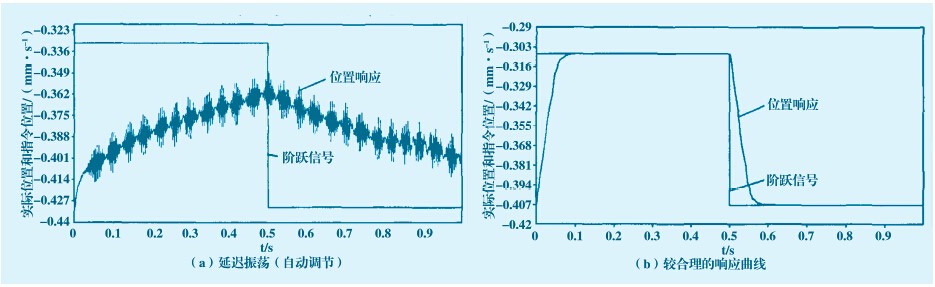
在PMAC的PID調節(jié)界面選擇y軸電機,設定好階躍信號的幅度和時間,選擇脈沖信號。依據(jù)PID調節(jié)的一般原則和步驟,逐步進行調節(jié)。
圖4(a)為系統(tǒng)自動調節(jié)時的響應,系統(tǒng)有較大的跟隨誤差,曲線同時伴隨著振蕩,因此自動調節(jié)很難達到控制要求,必須進行手動調節(jié)。圖4(b)的曲線是對PMAC的PID參數(shù)經過手動調節(jié)后得到的,比較理想,能夠滿足控制要求。
對于沒有前饋的位置伺服系統(tǒng)來說,跟隨誤差總是和速度、加速度成比例。伺服系統(tǒng)引人速度前饋和加速度前饋項后,通過用拋物線響應調節(jié)速度前饋和加速度前饋,可減小或消除系統(tǒng)跟隨誤差。通過系統(tǒng)的拋物線響應來進行系統(tǒng)的動態(tài)特性研究和評估,通過系統(tǒng)拋物線響應過程中的速度跟隨誤差來判斷系統(tǒng)動態(tài)性能的優(yōu)劣。
調整方法是,先調整前饋項,并運行一系列的拋物線運動以觀察效果,以減小跟隨誤差和相關系數(shù)為目的。從0開始,增加前饋增益(速度前饋,并設置加速度前饋為0,lx35=0),直到比率盡可能的接近0。
圖5表示了電機在不同速度前饋系數(shù)kvff下的拋物線響應。圖5(a)所示的響應曲線(kvff=0)表示系統(tǒng)在拋物線響應過程中速度跟隨誤差過大,主要原因是阻尼的影響,應該通過增加速度前饋系數(shù)k加以調節(jié);圖5(b)所示響應曲線(Kvff=10000)表示系統(tǒng)在拋物線響應過程中速度跟隨誤差反相,主要原因是速度前饋系數(shù)如過大,應減小K。加以調節(jié);圖5(c)響應曲線(Kvff=3620)表示系統(tǒng)在拋物線響應過程中速度跟隨誤差到最小,而且集中在中部,沿運動軌跡均勻分布,是較理想的調節(jié)結果。

通過一定的可控制算法可以提高數(shù)控進給系統(tǒng)的性能和精度,如采用PID+前饋控制,但是,機械傳動系統(tǒng)的累積誤差、熱變性誤差、磨損產生的誤差等不能由控制算法消除或減小,而這些誤差對系統(tǒng)的位置精度特別是定位精度影響很大,最終影響加工工件的尺寸精度或輪廓精度。因此必須通過補償?shù)姆椒ㄌ岣呦到y(tǒng)的定位精度,利用PMAC提供的螺距誤差補償功能實現(xiàn)螺距誤差的在線補償,提高系統(tǒng)的定位精度。
螺距誤差補償原理是人為地制造一個與原誤差大小相等、方向相反的誤差去補償修正原有誤差。即

建立補償?shù)倪^程如下:
(1)根據(jù)測定的螺距累積誤差,計算應該補償?shù)牧坎⑥D換為螺距補償表的格式(表1),其中補償表中的補償量單位為1/16脈沖,表示間隙收縮率,用以決定在方向改變時間隙的收縮速度。

根據(jù)螺距誤差補償表,編寫如下補償程序(正向):
#2;指定要補償?shù)碾姍C為2號電機
DEFINE COMP 17,1604000 ;要補償?shù)狞c數(shù)為17(正向),覆蓋1 604 000個脈沖,點間距為10 000cts,即編碼器脈沖
一288—288+144+464+880
+880+1104+1264+560+240
+144+32—80—176—176—400 0
1286=288 ;零位間隙補償
151=1 ;使補償有效HL)
(3)將補償程序程序下載到PMAC卡上運行。
到此,螺距累積誤差的補償已經建立,系統(tǒng)在執(zhí)行運動控制指令就會自動加載此補償程序。經過誤差補償以后進行實驗,進給系統(tǒng)的定位精度提高了2μm,重復定位精度提高了7μm。
3 結束語
數(shù)控進給系統(tǒng)的精度由多方面決定,只有通過多方面的措施才能有效地控制其綜合精度,其中合理的PID參數(shù)可以改善數(shù)控進給系統(tǒng)的穩(wěn)態(tài)性能和動態(tài)品質,加速度/速度前饋能夠提高數(shù)控進給系統(tǒng)的運動精度,而螺距誤差補償方法則可以有效地提高系統(tǒng)的定位精度。通過在PMAC控制的五軸數(shù)控實驗臺上試驗,獲得了較高的進給精度。